メーカーの購買担当者が直面する課題と解決策~ステンレス・アルミと溶接方法~
メーカーの購買担当者は、特に大量生産時の品質維持において、多くの課題に直面します。
特に、素材の取り扱いについては、特性が異なるため弊社のお客様からも多くの相談を頂きます。その中でも、よくお話をいただくアルミ・ステンレスの課題に対して、説明していきます。
アルミ溶接について
アルミニウム溶接は、その軽量性と強度から、多くの産業で重宝されています。例えば、アルミの中でも「A5052」という種類は、溶接が容易で機械加工もしやすいため、多くの場面で選ばれています。
しかし、メーカーの購買担当者は、溶接における歪みや傷の問題にしばしば直面します。アルミの特性上、溶接時には特に注意が必要となり、職人の高度な技術と適切な溶接方法、最新の機械による製造が不可欠となります。
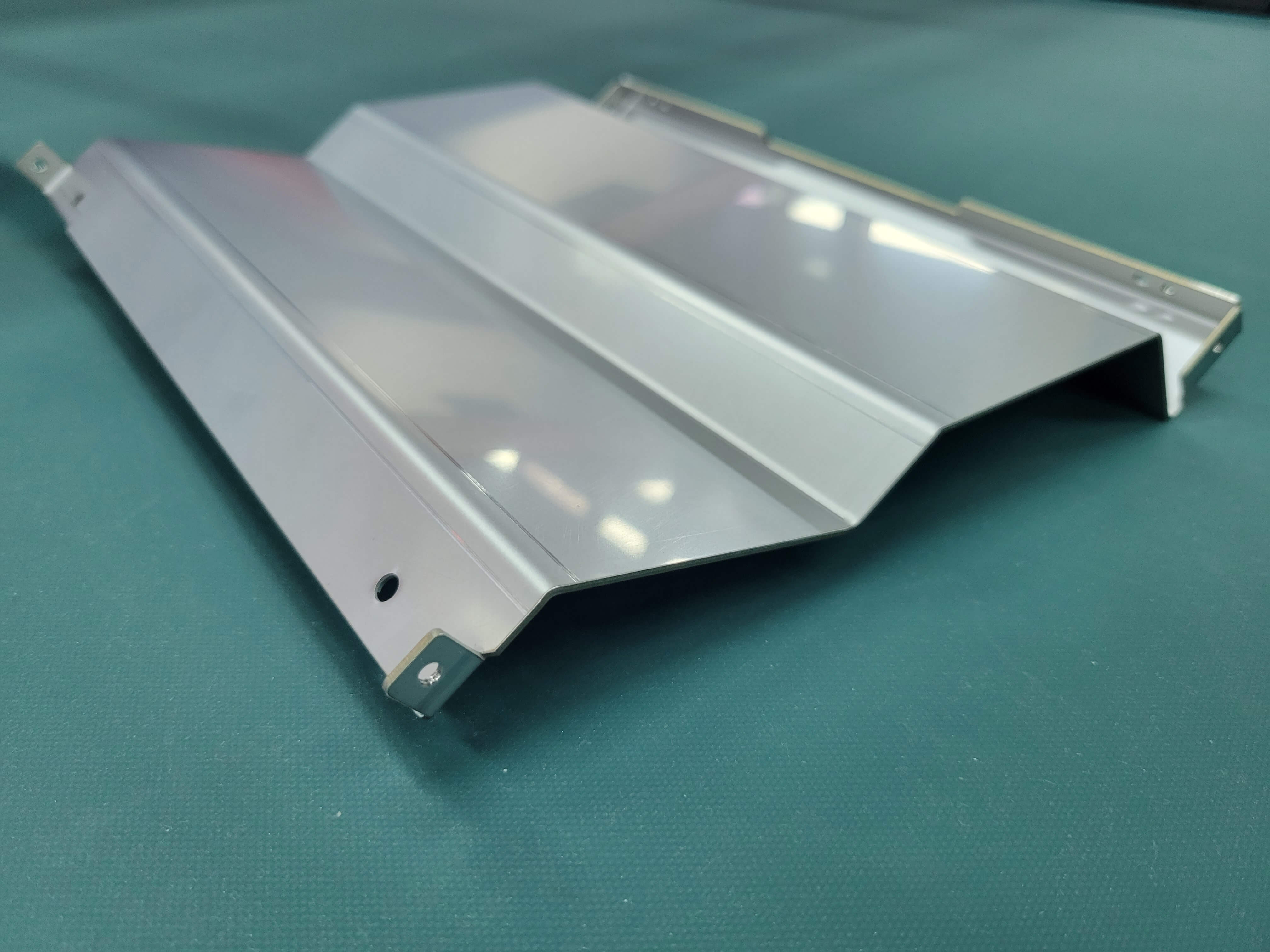
武蔵工業では、このような課題に対する解決策を提供するため、職人の熟練の技術と経験、最新の機械を導入しております。中でもアルミ溶接においては、レーザー溶接とTIG溶接の技術を駆使して、アルミを含む様々な金属の溶接を行っています。
製造事例


ステンレス溶接について
ステンレスといっても、様々な種類があります。フェライト系ステンレスは耐食性と溶接性が高いのですが、強度が低く脆化を起こしやすいという特徴があります。加工時には、温度管理が重要となります。オーステナイト系は耐食性が極めて高い一方で、加工時に硬化しやすいステンレスになります。ニッケルを含むため高価で、長時間の高温環境下では耐食性低下や応力腐食割れが生じます。マルテンサイト系は強度と耐摩耗性に優れています。ただ、焼入れ焼戻しが必要なため、部品に使用する場合は、熱処理が必要となります。
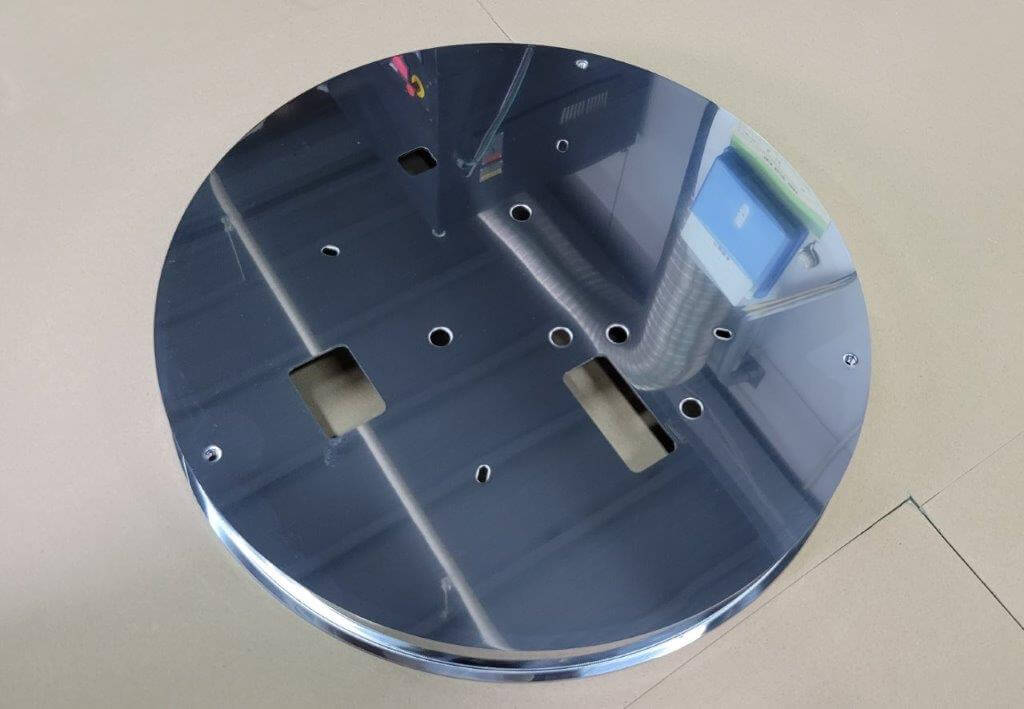
このようにステンレスは、様々な用途で使用されますが、溶接特性は材質によって異なりるため高度な技術が求められます。
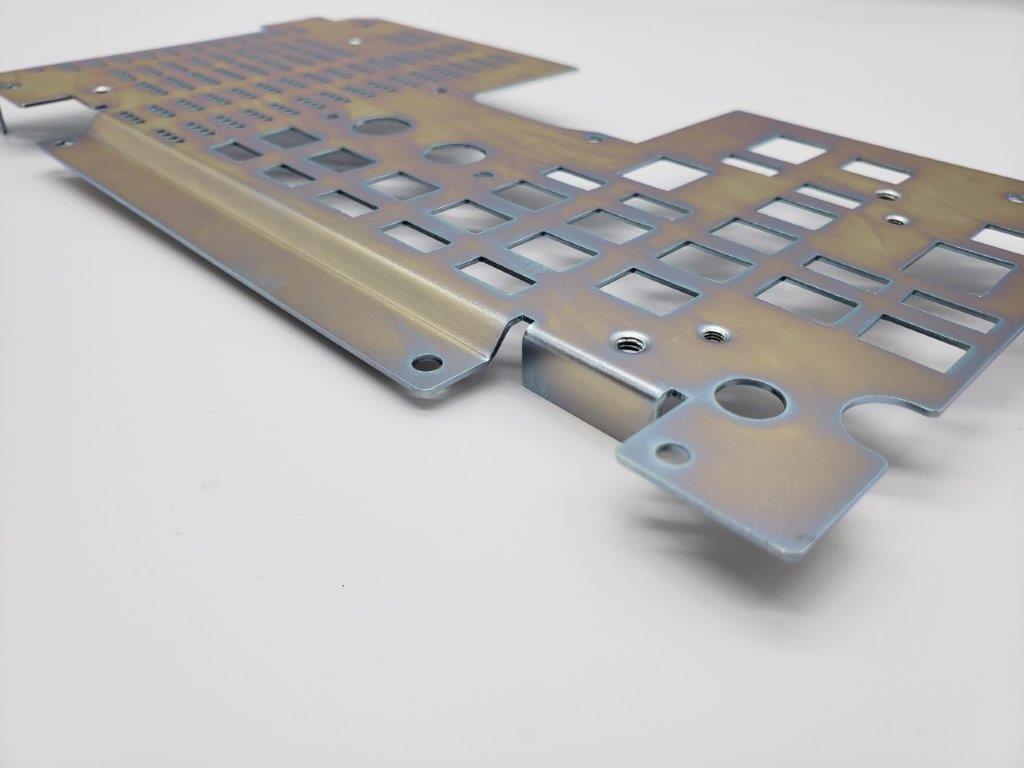
製造事例
TIG溶接
薄板から、厚板まで対応が可能な溶接方法になります。弊社では、特に強度が欲しい場合に用います。溶かし方を調節できるため、接合部分を調節して強度を出したいときには、レーザーではできない自由な溶接が可能です。レーザー溶接が悪いというわけではなく、これまでの製造事例や経験により、常に振動したり、長期的に稼働する箇所に使用される部品の場合、静荷重、動荷重の観点から強度を必要とする部分には、TIG溶接を用いる事が多くあります。
レーザー溶接
薄板や狭い領域の溶接に適しており、熱影響が少ないため、歪みや傷が少なく、外観も綺麗に仕上がります。また、溶接時間が短く、歪み取りの工程も少ないため、大量生産においても効率的です。さらに、レーザー溶接では異種材料の溶接にも対応しており、様々な材料と形状の製品に対しても、一貫した品質の溶接を行うことができます。
まとめ
アルミやステンレスの溶接は、それぞれ異なる技術と知識を要します。メーカーの購買担当者は、これらの特性を理解し、適切な溶接方法を選択することが重要です。特に、アルミの溶接では、種類による溶接のしやすさや、ティグ溶接と半自動溶接の選択が品質を左右します。ステンレスや特殊金属の溶接では、材質に応じた高度な技術が求められるため、信頼できる業者の選定が不可欠です。武蔵工業では、図面から取り掛かることもできるため少しでも課題がありましたら、ご相談ください。



