【アルミニウムの溶接】
前回は、ステンレスの溶接についてご紹介をしました。
今回は、アルミニウムの溶接についてご紹介します!
アルミニウムは軽量性、強度、加工性、耐食性など優れた特性を持っており、
利用分野が広がっている金属です。
しかし、アルミニウムの溶接は難しく、お問い合わせも増えています!
では、なぜ難しいのでしょうか…?
それは、アルミニウムは酸化し易く、手棒溶接もできないので、
TIG溶接(ガスを吹き付けて酸素から遮断した中で行う特殊な溶接)などを使います。
この溶接の特徴としては、機材も高く、熟練の技が必要という点です。
また、アルミニウムと銅などの異材質での溶接となると、
融点の違いがひとつの大きな課題として挙げられます。
【融点の比較例】
| ステンレス | 1,450℃ |
| 銅 | 1,084℃ |
| アルミニウム | 660℃ |
このようにアルミニウムは融点が低く、他の金属などに比べても溶け出すのが早いことなどが、
アルミニウムの溶接が難しいと言われていると思われます。
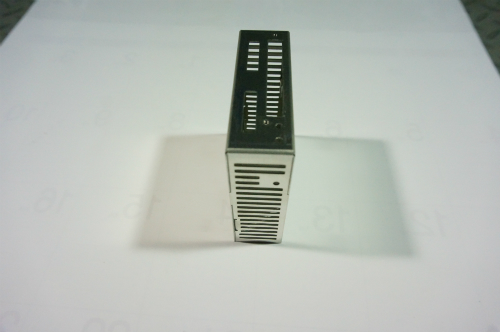
では、実際に作成した 「アルミニウムボックス」 をご紹介します!
(カメラハウジングに使用します。)
上から見た図
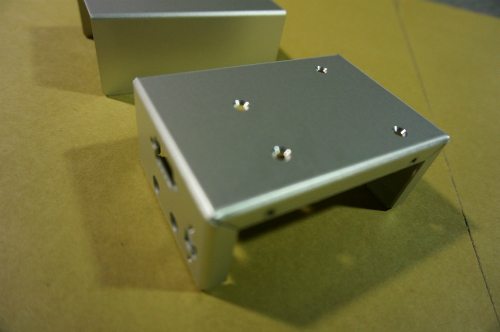
横から見た図
ここが難しい!【難所ポイントのご紹介】
①角と設置する枠部分を溶接しました。
アルミニウムの場合、見た目はきれいについていても割れやすいので、
裏面に「裏波」を出さなくてはいけないのです。
この裏波を出すことが、割れにくくなり、しっかりした製品に仕上げるポイントです。
↓
②官庁関係の仕事なので、塗装や溶接の基準が通常より高く、品質の良さが問われます。
例えば、裏波がちゃんとできているか?など、チェックが厳しいです。
しかし、そこは技術力でカバーし、難しいと言われている、アルミニウムの溶接も精度を保ったままこの通りです☆
武蔵工業では、各種溶接方法を駆使して行っており、自慢の職人も在籍しているので、
特殊なアルミニウムといった、難易度が高いとされる素材の溶接に関しても
高い精度を保ったまま様々な板金加工ができます。
製品の目的や納期、価格にも配慮し、最適な方法をご提案いたしますので、
お気軽にご相談ください!
次回は、板金加工の納期(事例)に関して、ご紹介したいと思います♪



